科技的進(jìn)步�����,帶來(lái)一波又一波的產(chǎn)品革新���。大街上的汽車(chē)���,天空中的飛機(jī),水上的航船���,家中的家用電器���,辦公室里的空調(diào)......給人們的生活帶來(lái)了極大的便利。
每一個(gè)產(chǎn)品在步入我們的生活之前�,都必須經(jīng)歷一番加工制造。而加工鏈條中的主角之一����,便是金屬連接中的工藝——焊接技術(shù)��。
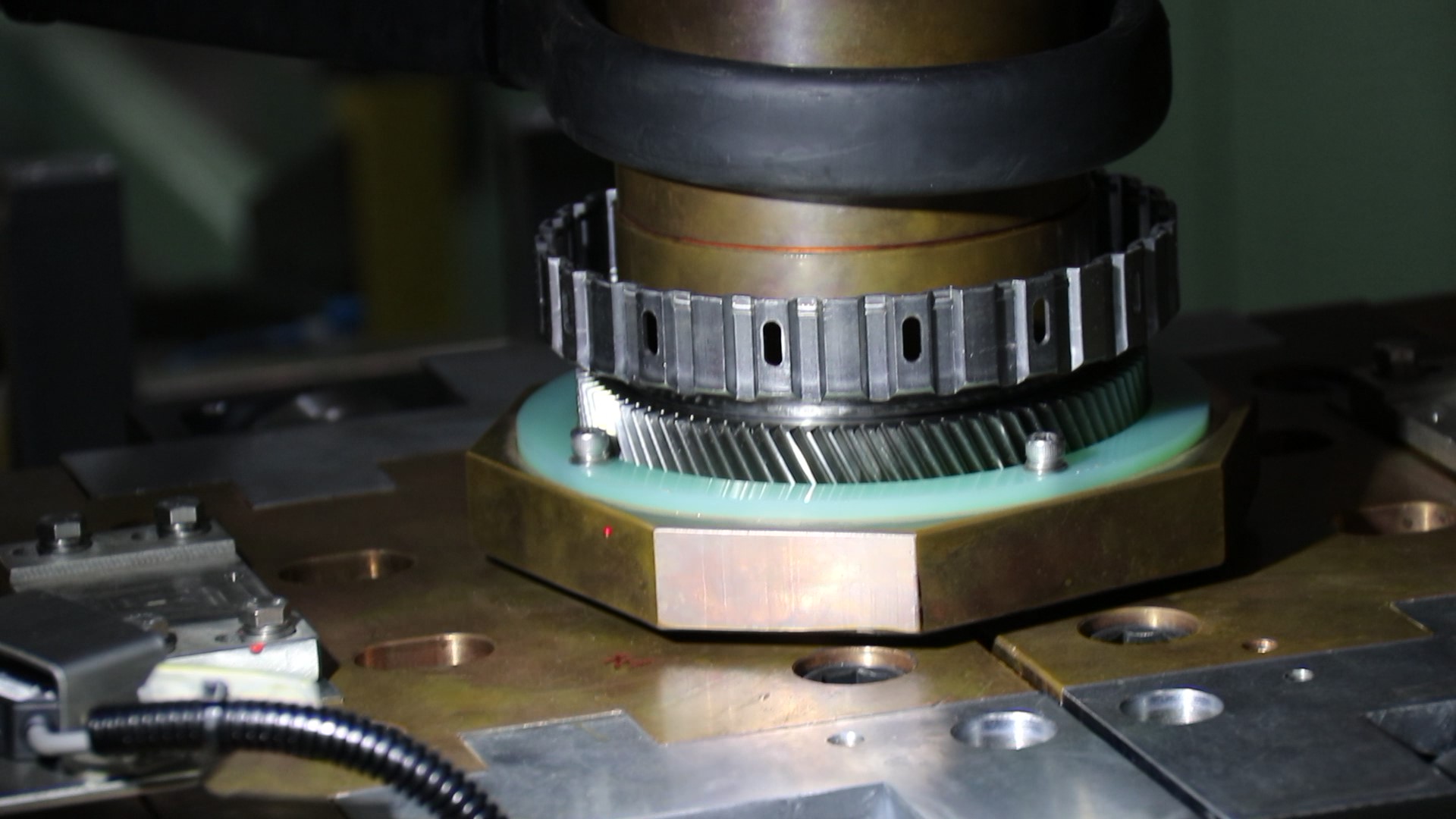
金屬連接的世界����,精彩紛呈
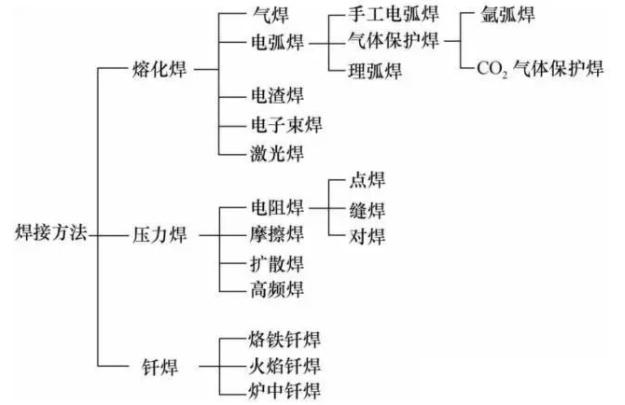
焊接��,通常是指金屬的焊接�����。是通過(guò)加熱或加壓�,或兩者同時(shí)并用,使兩個(gè)分離的物體產(chǎn)生原子間結(jié)合力而連接成一體的成形方法��。根據(jù)焊接過(guò)程中加熱程度和工藝特點(diǎn)的不同�,焊接方法可以分為三大類(lèi)。
(1)熔焊 �����。將工件焊接處局部加熱到熔化狀態(tài)��,形成熔池(通常還加入填充金屬)���,冷卻結(jié)晶后形成焊縫���,被焊工件結(jié)合為不可分離的整體。常見(jiàn)的熔焊方法有氣焊��、電弧焊����、電渣焊、等離子弧焊���、電子束焊����、激光焊等�。
(2)壓焊。在焊接過(guò)程中無(wú)論加熱與否����,均需要加壓的焊接方法。常見(jiàn)的壓焊有電阻焊�����、摩擦焊、冷壓焊����、擴(kuò)散焊、爆炸焊等�。
(3)釬焊 。采用熔點(diǎn)低于被焊金屬的釬料(填充金屬)熔化之后�����,填充接頭間隙�,并與被焊金屬相互擴(kuò)散實(shí)現(xiàn)連接。釬焊過(guò)程中被焊工件不熔化��,且一般沒(méi)有塑性變形�。
一、熔化焊
氣焊
熔融焊接法是將可燃性氣體燃燒產(chǎn)生的熱量在氧氣中使用����,將母材的焊接接頭熔融后進(jìn)行連接。氣體焊接是以氣焰為熱源的焊接法��。最廣泛使用的是以乙炔氣體為燃料的氧乙炔炎�。由于焊接溫度低,加熱速度慢���,加熱面積大��,焊接熱影響區(qū)寬�����,焊接變形大�����,焊接過(guò)程中受熔融金屬保護(hù)差��,焊接質(zhì)量難以保證�,應(yīng)用已經(jīng)很少�。
應(yīng)用:由于無(wú)需焊接,且設(shè)備簡(jiǎn)單���、成本低�、遷移方便��、通用性強(qiáng)����,在無(wú)電源、戶(hù)外作業(yè)的情況下具有實(shí)用價(jià)值。目前主要用于銅及銅合金的焊接和鑄鐵的焊接�����。
手弧焊
手弧焊是各種電弧焊方法中發(fā)展最早�、目前仍然應(yīng)用最廣的一種焊接方法。它是以外部涂有涂料的焊條作電極和填充金屬����,電弧指的是在焊條的端部和被焊工件表面之間的燃燒。涂料在電弧熱作用下一方面可以產(chǎn)生氣體以保護(hù)電弧����,另一方面可以產(chǎn)生熔渣覆蓋在熔池表面,防止熔化金屬與周?chē)鷼怏w的相互作用����。熔渣的更重要作用是與熔化金屬產(chǎn)生物理化學(xué)反應(yīng)或添加合金元素,改善焊縫金屬能�����。手弧焊設(shè)備簡(jiǎn)單��、輕便�����,操作靈活。
應(yīng)用:手弧焊可以應(yīng)用于維修及裝配中的短縫的焊接���,特別是可以用于難以達(dá)到的部位的焊接����。手弧焊配用相應(yīng)的焊條可適用于大多數(shù)工業(yè)用碳鋼�、不銹鋼、鑄鐵�����、銅�、鋁�、鎳及其合金。
埋弧焊
埋弧焊是以顆粒狀焊劑為保護(hù)介質(zhì)���,電弧掩藏在焊劑層下的一種熔化極電焊接方法����。埋弧焊的施焊過(guò)程由三個(gè)環(huán)節(jié)組成:1.在焊件待焊接縫處均勻堆敷足夠的顆粒狀焊劑�����;2. 導(dǎo)電嘴和焊件分別接通焊接電源兩級(jí)以產(chǎn)生焊接電弧�;3.自動(dòng)送進(jìn)焊絲并移動(dòng)電弧實(shí)施焊接。
應(yīng)用:由于埋弧焊熔深大����、生產(chǎn)率高、機(jī)械操作的程度高�����,因而適于焊接中厚板結(jié)構(gòu)的長(zhǎng)焊縫����。在造船、鍋爐與壓力容器���、橋梁�����、超重機(jī)械����、核電站結(jié)構(gòu)、海洋結(jié)構(gòu)�����、武器等制造部門(mén)有著廣泛的應(yīng)用��,是當(dāng)今焊接生產(chǎn)中最普遍使用的焊接方法之一����。埋弧焊除了用于金屬結(jié)構(gòu)中構(gòu)件的連接外,還可在基體金屬表面堆焊耐磨或耐腐蝕的合金層�。隨著焊接冶金技術(shù)與焊接材料生產(chǎn)技術(shù)的發(fā)展,埋弧焊能焊的材料已從碳素結(jié)構(gòu)鋼發(fā)展到低合金結(jié)構(gòu)鋼���、不銹鋼、耐熱鋼等以及某些有色金屬���,如鎳基合金���、鈦合金、銅合金等���。
電渣焊
電渣焊是以爐渣的電阻熱為能量的焊接方法�。焊接工序由上下焊接位置、兩側(cè)端面和水冷銅滑動(dòng)塊兩面形成的組裝間隙進(jìn)行�����。在焊接過(guò)程中���,通過(guò)爐渣的電流產(chǎn)生的電阻熱用于熔融被加工物的端部�����。根據(jù)用于焊接的電極形狀��,電渣焊接分為電線電渣焊接�、陽(yáng)極電渣焊接和噴嘴電渣焊接����。電渣焊可焊的工件厚度大(從30mm到大于1000mm),生產(chǎn)率高�。主要用于在斷面對(duì)接接頭及丁字接頭的焊接。電渣焊可用于各種鋼結(jié)構(gòu)的焊接�����,也可用于鑄件的組焊。
應(yīng)用:主要用于重型機(jī)械制造業(yè)中����,制造鍛-焊結(jié)構(gòu)件和鑄-焊結(jié)構(gòu)件,如重型機(jī)床的機(jī)座�、高壓鍋爐等,焊件厚度一般為40~450mm��,材料為碳鋼�����、低合金鋼�����、不銹鋼等�����。
電阻束焊
電子束焊是以集中的高速電子束轟擊工件表面時(shí)所產(chǎn)生的熱能進(jìn)行焊接的方法�����。電子束焊接時(shí)���,由電子槍產(chǎn)生電子束并加速����。常用的電子束焊有:高真空電子束焊�����、低真空電子束焊和非真空電子束焊����。前兩種方法都是在真空室內(nèi)進(jìn)行。焊接準(zhǔn)備時(shí)間 (主要是抽真空時(shí)間)較長(zhǎng)���,工件尺寸受真空室大小限制����。電子束焊與電弧焊相比����,主要的特點(diǎn)是焊縫熔深大、熔寬小�、焊縫金屬純度高。它既可以用在很薄材料的精密焊接��,又可以用在很厚的(最厚達(dá)300mm)構(gòu)件焊接。所有用其它焊接方法能進(jìn)行熔化焊的金屬及合金都可以用電子束焊接���。主要用于要求高質(zhì)量的產(chǎn)品的焊接��。還能解決異種金屬�、易氧化金屬及難熔金屬的焊接,但不適于大批量產(chǎn)品�。
應(yīng)用:特別適合焊接一些難熔金屬、活性或高純度金屬以及熱敏感性強(qiáng)的金屬�。但設(shè)備復(fù)雜,成本高���,焊件尺寸受真空室限制���,裝配精度要求高,且易激發(fā)X射線�����,焊接輔助時(shí)間長(zhǎng)����,生產(chǎn)率低,這些弱點(diǎn)都限制了電子束焊的廣泛應(yīng)用��。
激光焊
激光焊是利用大功率相干單色光子流聚焦而成的激光束為熱源進(jìn)行的焊接�����。這種焊接方法通常有連續(xù)功率激光焊和脈沖功率激光焊���。激光焊優(yōu)點(diǎn)是不需要在真空中進(jìn)行�����,缺點(diǎn)則是穿透力不如電子束焊強(qiáng)��。激光焊時(shí)能進(jìn)行精確的能量控制���,因而可以實(shí)現(xiàn)精密微型器件的焊接。它能應(yīng)用于很多金屬����,特別是能解決一些難焊金屬及異種金屬的焊接。
激光的產(chǎn)生:物質(zhì)受激勵(lì)后���,產(chǎn)生的波長(zhǎng)���、頻率�����、方向完全相同的光束�。
激光的特點(diǎn):具有單色性好�、方向性好、能量密度高的特點(diǎn)���,激光經(jīng)透射或反射鏡聚焦后����,可獲得直徑小于0.01mm��、功率密度高達(dá)1013W/cm2的能束����,可以作為焊接、切割�����、鉆孔及表面處理的熱源����。產(chǎn)生激光的物質(zhì)有固體�、半導(dǎo)體���、液體、氣體等�,其中用于焊接、切割等工業(yè)加工的主要是釔鋁石榴石(YAG)固體激光和CO2氣體激光�。
應(yīng)用:由于激光焊設(shè)備昂貴,能量轉(zhuǎn)化率低(5%~20%)����,對(duì)焊件接口加工、組裝����、定位要求均很高,目前主要用于電子工業(yè)和儀表工業(yè)中的微型器件的焊接����,以及硅鋼片、鍍鋅鋼板等的焊接���。
焊接����,是工業(yè)制造中的關(guān)鍵工藝。
金屬連接的世界���,精彩紛呈����。
未來(lái)的日子中���,亨龍將與您一起���,探索更多金屬連接世界的奧秘!